Long guns were never designed to be timeless. They were built to solve immediate problems. Accuracy, Range & Reliability. Over centuries, those practical demands shaped what collectors now recognize as classic designs. Each generation of long guns reflects the limits and priorities of its era rather than a straight line of progress.
Studying long gun history means understanding why certain designs survived while others quietly disappeared. What remains today is not just metal and wood, but decisions made by soldiers, craftsmen, and governments responding to real conditions.
Early Muskets and the Search for Consistency
By the standards of the future, the first long guns were considered the most basic firearms. The accuracy of the matchlock muskets was mostly considered a secondary issue. There was practically no uniformity in the production of these guns.
Coordination was the crucial element. The guns were such that the troops could fire one after the other in a single action. This alone was a significant change in the art of war.
Muskets came with all the drawbacks of being heavy, clumsy, and affected by weather. At the same time, they signified a new era in gun making. Firearms could now be produced in large numbers that varied slightly to arm the standing forces.
Flintlock Refinement and Practical Design
Flintlock mechanisms received a lot of positive feedback in terms of reliability, but they didn’t cause any problems in terms of soldier management. Instead of flames, sparks became the source of ignition. This made the process quicker. Uniformity in training became the result.
The period paved way for:
Better balance of lock and barrel
Improved consistency of locks
Longer life of guns under field conditions
Many long guns from this period frequently display regional differences. Stock shape, barrel length, and lock type all varied according to the local requirements and the resources available for that area.
Modern gun collectors often value these variations more than uniformity.
Percussion Systems and the Shift Toward Control
The percussion cap eliminated a few drawbacks of flintlock mechanisms. The impact of the weather was reduced. The number of misfires was reduced. Care was made easier.
This transition was also simultaneous with the early industrial techniques. Components started to look alike. This created the possibility of on-site repairs.
However, manual skill was not extinct. Many firearms from the percussion age indicate meticulous hand-fitting together with the use of the new machines. The coexistence of two worlds is what characterizes the epoch.
Rifling and the Question of Accuracy
Smoothbore barrels dominated early long guns. Rifling existed but spread slowly. It required precision and slowed loading.
When rifling became practical, accuracy improved dramatically. Long guns were no longer limited to massed fire. Individual marksmanship mattered.
This change influenced design more than appearance. Barrel construction, sighting systems, and stock geometry all evolved to support deliberate shooting rather than volume.
Classic Long Guns and Established Forms
It was around the middle of the 19th century when the design of long guns started to take a recognizable shape. Certain dimensions were found to be functional. Certain systems of operation were proved to be trustworthy.
Masterpieces of design were not created for their beauty; they were the result of a quest for reliable performance in different and even extreme situations.
Firearms that are now regarded as classics were often mere everyday tools. The fact that they have lasted says more about their robustness and the attention given to them than about their “noble” status.
Why Long Guns Survived When Others Didn’t
Not every design made it forward. Long guns that failed tended to share common issues:
Overly complex mechanisms
Fragile components
Difficult maintenance
Survivors balanced function with repairability. That balance explains why collectors still encounter certain models more often than others.
A knowledgeable gun broker understands that survival itself is a form of historical evidence.
Collecting Long Guns as Historical Study
The collecting of long guns does not only involve the search for the rarest pieces. To be able to really appreciate each piece, knowledge of the whole situation is required. Every single design is a mirror of the tactical doctrine, material limitations, and production realities.
The gun’s condition, marks, or modifications may matter more than its appearance. For instance, the over-restoration of some guns results in a loss of their historical significance.
These reasons explain why seasoned collectors approach evaluations with caution and rely on document comparisons rather than assumptions.
FAQs
What defines a long gun historically?
A long gun typically refers to shoulder-fired firearms with extended barrels, including muskets, rifles, and early military arms.
Are earlier long guns less accurate?
Generally, yes, though accuracy depended heavily on barrel type and intended use.
Do classic designs mean decorative firearms?
No. Classic designs refer to proven functional forms, not ornamentation.
Why are some long guns more collectible than others?
Survival rate, historical context, and originality influence collectability more than age alone.
Conclusion
The development of long guns mirrors a process of adaptation rather than perfection. Each new type of long gun, from primitive muskets to those with traditional patterns, addressed its problems, not just those stemming from the inventors’ imagination. Looking at the development of long guns reveals the importance of use in determining the shape of a gun and the reasons for the survival of certain designs.
The gun collector of today can gain a lot from knowing the history of this evolution, as such knowledge will give them the ability to see beyond the workings of the guns. It is always beneficial to work with knowledgeable professionals, be they collectors or a gun broker with a favourable reputation, as they help to sustain that understanding. Collectors Firearms endorses the historical appraisal that is based on the context, the craftsmanship, and the original design’s respect.
Records alone do not preserve military history. Documents explain history, while physical objects carry the weight of experience. Weapons, uniforms, tools, and personal equipment are the means through which one can see how people fought and experienced these conflicts. Without careful preservation, these objects would silently vanish, taking their stories along with them.
Museums are typically considered the main custodians of history; nonetheless, private collectors also greatly contribute to that role. The triumph of many historical military artifacts over time primarily rests on individuals being already aware of their importance long before institutions could acquire them. Thus, museums and collectors have developed an informal partnership that significantly aids the preservation of the material record of military history.
Museums as Public Stewards of Military Heritage
Military museums are not just for show, and their public responsibility is their main purpose. Their role goes through long-term preservation, research, and education. The items are cataloged, conserved, and interpreted in the context of a wider history.
Museums generally emphasize:
Control of the environment to delay the degradation of materials
Use of professional preservation techniques
Providing accurate historical context along with documentation
Along with public access, education is also a major concern
The artifacts in museum collections are not being preserved for the sake of ownership, but rather for the sake of continuity. Every single item gets the status of evidence instead of decoration.
The Quiet Contribution of Private Collectors
While museums preserve history publicly, collectors often preserve it privately. Individual collectors first saved many items now held by institutions, recognizing their significance when they were still considered surplus or obsolete.
For example, a dedicated gun collector may preserve early service firearms that would otherwise have undergone alteration, disposal, or poor storage. Collectors often specialize deeply, developing expertise that complements institutional knowledge.
Their role is particularly important when:
Museums lack acquisition funding
Artifacts exist outside formal donation channels
Niche or regional items fall outside museum scope
In these cases, private ownership becomes an interim form of preservation.
Preservation Versus Restoration
The most crucial differences in the care of military artifacts are preservation and restoration. The former aims at keeping an item as is, while the latter tries to change it back to a previous state of appearance.
Preservation is the main goal in most museums. They consider the original finish, the wear patterns, and the field modifications as the object’s history. Collectors have different attitudes, but most experienced collectors adhere to the same principles.
Too much restoration can take away:
Original finishes
Tool marks
Evidence of service use
The losses are irreversible and will last forever.
Firearms and the Challenge of Mechanical Artifacts
Military firearms pose special problems. Unlike static objects, they contain moving parts and mixed materials. Wood, steel, springs, and early alloys age at different rates.
Proper care often involves:
Stabilization rather than disassembly
Controlled lubrication to prevent corrosion
Avoiding unnecessary gun repairs that alter originality
For both museums and collectors, restraint is often the most responsible choice.
Documentation as a Form of Preservation
Limiting the worth of an object only to its physical preservation is a mistake. Although museums have many records, collectors still add to them by stating their provenance, acquisition details, and condition changes.
Documentation can be very effective if it includes all the following elements:
Photographic records
Ownership history
Unit or service associations
Notes on markings and modifications
This information becomes very crucial in establishing historical significance when the items are passed on to another party.
Collaboration Between Museums and Collectors
The relationship between museums and collectors is not competitive. Often, it is cooperative. Loans, research access, and eventual donations help bridge gaps between private and public stewardship.
Collectors often:
Loan artifacts for exhibitions
Share specialized knowledge
Assist with identification and research
Museums, in turn, provide:
Conservation guidance
Authentication support
Long-term public preservation
This exchange benefits the broader historical record.
Why Preservation Matters Beyond Ownership
Military artifacts are the physical representation of human experiences. They serve as a link between a single soldier and the historical happenings of the time. Gradually, without preservation, these links lose their strength.
Collectors with a sense of responsibility realize that possessing such items is just a phase. The real duty lies in being the steward. Only through careful, contextualized, and restrained handling do the objects continue to exist.
FAQs
Do private collectors contribute to historical preservation?
Yes. Many important military artifacts survived because collectors preserved them before museums could acquire them.
Is restoration always a bad practice?
Not always, but unnecessary restoration can permanently remove historical evidence.
Why are original finishes important?
Original finishes show use, age, and manufacturing methods that cannot be recreated.
Can collectors work with museums?
Yes. Loans, research collaboration, and donations are common forms of cooperation.
Conclusion
Capturing military history is a collective duty. Galleries take care of the arrangement, skill, and open access to the public. Hobbyists give us close observation, in-depth knowledge, and proactive action at the time when artifacts are most sensitive. Thus, they ensure not only the preservation of military antiques but also their recognition and honor.
Whether the responsible party is an institution or an expert gun collector using private methods for conservation, preservation always requires informed choices and a long-term mindset. The adoption of proper treatment, having gun repairs done only when necessary, and maintaining precise records are some of the beneficial practices that make the physical account of military history accessible to future generations.
Swords were being produced one by one in the early days before mass production began. Each sword was like a fingerprint showing who had worked on it, the resources used, and the specific requirement it was created for. Traditional swordsmanship was never hasty. It was a slow process and involved the conclusion of various stages of metalworking, which was the skill acquired over years through trials and errors rather than checking the measurements with instruments.
In the case of gun collectors, one aspect of the traditional sword making that they value is the fact that a sword’s aesthetic has a lot to do with how it was crafted. The different blacksmithing methods, types of material, and finishing processes all make and leave very light traces that narrate a story of their own even after many centuries.
The Role of Raw Materials in Early Sword Making
A sword is made of materials. In long gun history, blacksmiths used the materials that were available locally, which led to a wide variety of swords depending on the place.
Iron from Bloomery was the raw material for the first swords.
The first type of steel had an inconsistent carbon percentage.
The first-style steel was a mixture of various metals.
Due to the inconsistency of the metal quality, sword-makers developed methods to use the impurities. This demand caused the rise of many forging techniques that are currently under research.
Iron, Steel, and the Search for Balance
Functional blades cannot, however, be made of pure iron since it is too soft. On the other hand, steel, which contains carbon, provides strength but with a risk of becoming brittle if not properly treated. Early blacksmiths had to devise a way to keep the scales of quality and quantity of carbon perfectly balanced.
After going through a process of heating and hammering many times over, blacksmiths were able to:
Carbon distribution was controlled.
Slag and impurities were removed.
Grain structure was strengthened.
This extensive process of trial and error ensured that no two ancient blades possessed identical characteristics. Variations were perceived as a common situation rather than an exception.
Forge Welding and Layering Techniques
The forge welding was one of the most notable advancements in traditional sword making. The process involved heating individual metal pieces and then hammering them into one blade.
Layering also had several advantages:
Better flexibility
Less breakage
More equal distribution of impurities
Pattern welding, which is usually thought of as merely decorative, was in fact a practical way to address material shortages. The patterns seen are a result of the process rather than a decoration.
Heat Treatment and Hardening
Forging shaped the blade, but heat treatment defined its performance. Hardening and tempering required precise timing and experience.
Smiths heated blades until they reached critical temperature, then quenched them in water or oil. This process hardened the edge but risked cracking. Tempering followed, reheating the blade at lower temperatures to restore flexibility.
Mistakes at this stage could ruin weeks of work. Successful blades reflected careful judgment rather than rigid formulas.
Regional Forging Traditions
The artistry of sword making was not uniform, but rather it was a process that had its own separate evolution in the different civilizations. For instance, Japanese sword making was characterized by the differential hardening of the metal, which was one of the most important techniques employed by the Japanese smiths.
European blades, made with full-length flexibility in mind, were different.
The cutting efficiency was synonymous with the Middle Eastern blades, while such a quality was mostly the case with the swords from that area.
These disparities among the different regions play a significant role in the research and collecting, as they point out the location and time of the swords. Likewise, for the dealers in antique weapons, knowing these characteristics will help them in the process of authentication and appraisal.
Finishing, Grinding, and Assembly
The process of forging was not concluded when the blade was cooled down. Grinding improved its contour and weight distribution. Polishing uncovered the texture and composition. Assembly united blade, guard, handle, and pommel.
All these processes were partly functional. Each one influenced the sword’s behavior as well as its durability. The original tool marks and variations in finishing have become significant indicators of authenticity.
Why Traditional Methods Matter Today
Modern metallurgy can produce stronger steel, but traditional methods created blades that balanced strength, flexibility, and reparability. Studying these techniques helps explain why certain swords survived centuries of use.
Collectors value blades that retain evidence of these methods rather than later alterations. Over-restoration can erase the very details that make a sword historically meaningful.
Understanding Craftsmanship as a Collector
Weapon collectors do not view sword-making skills as a theory but rather as a foundation for the evaluation of the object, the research on its origin, and the preservation of its condition for a long time to come.
Nonetheless, museums, historical records, and recognized dealers are still the sources of trustworthy documentation. A gun shop with a good reputation near my home or a dealer in antique weapons who specializes can frequently assist in differentiating between the firearms and the forged weapons in terms of evaluation.
FAQs
Were all traditional swords handmade?
Yes. Traditional swords were forged by hand, often by a single smith or small workshop.
Is pattern welding the same as modern Damascus steel?
No. Historical pattern welding differs from modern Damascus processes, though they may appear similar.
Do forging marks reduce a sword’s value?
Not necessarily. Original marks often increase historical interest when they reflect authentic craftsmanship.
Should antique swords be polished to look new?
No. Polishing can remove historical evidence and reduce authenticity.
Conclusion
In traditional sword making, the artisanship was so skilled that there was a perfect understanding of materials, heat, and balance, which had been passed down through generations. Having done this, the whole process from raw iron to a finished blade left signs that are still obvious today.
By learning about traditional sword making, the collectors can no longer regard these weapons as purely decorative objects but rather as functional artifacts that have been through time and testing.
The same case applies to those who are concurrently studying forged blades and firearms; the most reliable sources and the most experienced professionals are still the necessities. No matter if the place of employment is a gun store near me or a well-known gun broker, an informed evaluation supports the preservation of the artistry that history has already confirmed.
Collectors Firearms aims to provide you the best guns throughout the world. Contact us today to get more information.
Antique guns shows the evolution of weapons, materials, craftsmanship, and design needs. For instance, prior to the shift to mass production, gunsmiths were meticulously crafting firearms to meet the specific needs of the local market, enhancing them through experience-based knowledge rather than theoretical understanding. This procedure led to the emergence of certain features that collectors and historians alike now study.
Comprehending antique firearms history offers a more comprehensive perspective on individual items. It indicates that design was based on the era’s limitations and aspirations and explains why some mechanisms appeared and others disappeared.
Early Hand Cannons and Matchlock Beginnings
The late medieval ages brought firearms to Europe in their most primitive form. For all intents and purposes, the first-hand cannons were simply very basic metal tubes, roughly aimed and shot with the help of an external flame. The precision of these early cannons was extremely low; however, the concept still brought about a significant and irreversible change in warfare.
The most significant invention for the weaponry was the lock fire system.
The slow-burning match was first used for baking powder; then, it was simple to handle and fire, and the number of shots fired could be more than one. Although matchlocks worked the same way but were very inconvenient at the time, they did take the use of well-trained troops and uniform drilling to the next level.
Guns of this era were made for function, not looks. Most of the gun parts were produced manually, which caused significant differences even among the same models.
Wheel-Lock Innovation and Mechanical Complexity
The wheel-lock mechanism brought in mechanical ignition, which resulted in the spring-driven wheel making sparks instead of an open flame. It was possible to carry guns with powder and ball inside without the necessity of an open match, and this made them convenient for horsemen and civilians.
Nevertheless, wheel-locks were costly and very complicated. Their elaborate systems needed very skilled craftsmen and continuous servicing. Therefore, wheel-locks were often associated with wealthy or high-class individuals rather than the armies that used the guns in large quantities.
Collectors today appreciate the wheel-lock guns for their technical complexity and scarcity.
The Flintlock Era and Widespread Adoption
The flintlock ignition device was a faithful, simple, and multipurpose tool that kept the market largely unmoved from the 17th century up to the early 1800s. The main changes that contributed to “the long-lived” products of that era were:
Higher lock reliability
The military models being standardised
More attention paid to balance and handling
Firearms of that time have undergone a transformation from being experts’ instruments to common tools. The combination of local materials and the artists’ cultural background shaped new regional styles. Many of the most valuable antique firearms emerged during this period.
Percussion Systems and Industrial Transition
The percussion system replaced flint with impact-sensitive caps, significantly improving reliability in wet or windy conditions. This change coincided with early industrial manufacturing methods.
Designs became more uniform, and interchangeable parts slowly entered production. Firearms from this era often bridge the gap between handcrafted antiques and modern manufacturing.
Collectors often view percussion-era firearms as transitional pieces, combining old techniques with emerging industrial precision.
Early Cartridge Firearms and the End of the Antique Era
The advent of self-contained cartridges revolutionized the entire concept of firearms. Loading became quicker, safer, and more efficient. The installation of breech-loading devices ended the use of muzzle-loading systems and enabled the production of repeating firearms.
Despite being a remnant of the past, early cartridge firearms marked the end of the classic antique style. It was then that firearms took a strong and definite step towards the application of modern engineering principles.
Why Historical Context Matters to Collectors
Knowing the development of a design provides a lot of help to the collectors in judging the factors of authenticity, originality, and significance. Without historical background, individual characteristics become meaningless.
Collectors who are trying to find out the history and the way the item was made are still relying on the same essential resources: trustworthy references, museum records, and established gunshop documentation.
FAQs
What defines an antique firearm?
Antique firearms are generally defined by age and manufacturing method, often predating modern cartridge systems.
Why are flintlock firearms so common in collections?
Flintlocks were widely produced and used for centuries, making surviving examples more available.
Are all antique firearms handmade?
Most early firearms were handcrafted, though later examples show early industrial influence.
Does design evolution affect value?
Yes. Rarity, historical significance, and originality tied to the design era often influence value.
Conclusion
The history of antique firearms is a gradual story of refinement that, apart from necessity, craftsmanship, and innovation, influenced the process to the very end.
Each period, from early hand cannons to cartridge-era transitions, left features that characterize the collectible firearms of today. Knowing the antique firearms’ history helps the collectors not only to distinguish between the surface details but also to understand how the mirror of design evolution reflects broader historical change.
For collectors who want nothing but accurate historical insight, reliable gun shops near me and renowned dealers such as Collectors Firearms are still important sources of information about the origin, design, and context of the firearms. Contact us Today.
Orison Blunt was born in Gardiner, Maine, in 1816. At the age of fourteen, he went to sea as a cabin boy. He soon tired of this trade and moved to New York City, where he entered into an apprenticeship in the gunsmith’s trade. It is unknown with whom he served his apprenticeship, but he met there another apprentice, William Syms, with whom he soon formed a partnership in the gunmaking business at 44 Chatham Street.1 As business prospered, Blunt & Syms moved to 177 Broadway.
The new five-volume set, The New York State Firearms Trade, Volume 2, contains much directory information on Blunt, his partner Syms, and the firm of Blunt & Syms. The set offers essentially nothing on the lives of Blunt and Syms. There is no question but that the firm made some of the finest, most artistically meritorious guns made in the city. While we do not know which of the partners performed what specific tasks, the guns exhibit the finest workmanship: wood-to-metal fit is excellent, the engraving is of superior quality, and the overall architecture is pleasing. One example, pictured below, is of a fine set of dueling or traveling pistols that are marked “Blunt & Syms, New York”. The engraving is very fine, and the breeches are inlaid with gold and silver bands, and the overall quality is of the highest order.
Lower-end single-shot and Deringer-style pistols in several sizes and calibers were also made. These may have been the least expensive of firearms offered by Blunt & Syms, but their quality of manufacture is every bit as good as the higher-end guns. A very fine single-shot pistol with an iron forend is shown below, along with a scarce ring trigger single-shot pistol.
In addition to arms products of their own manufacture, they sold imported firearms, a few arms of domestic manufacture, tools, gunsmiths’ implements, and “all kinds of gun materials for Manufacturers.” In the 27 October 1849 issue of the Spirit of the Times, they represented Edwin Wesson as agents for his “patent muzzle rifles”, which they and Wesson warranted as “superior to all others.” Edwin Wesson was the elder brother of Daniel and Franklin Wesson. A slightly later advertisement, following Wesson’s untimely death, offered the arms at close-out prices. This advertisement was in the 13 April 1850 copy of the Spirit of the Times:
Have on hand a quantity of these justly celebrated Rifles, being the entire stock of Mr. E. Wesson, including those in process of manufacture at the time of Mr. Wesson’s demise. These guns are well known for their extraordinarily good target shooting, and as no more are being made, amateurs would do well to secure them whilst the opportunity offers. They are in complete order, including slug mold, ball pounder, starter, &c., &c., and will be sold low.
A very nice target rifle is shown below. Note the barrel address has “E. Wesson’s Patented Muzzle” preceding the “Blunt & Syms” name.
The Blunt & Syms manufactory was extensive. The U.S. Census of Industry for 1850 shows a facility with capital investment of $10,000, employing 50 hands with a monthly payroll of $1,000, and powered by steam. Over the previous twelve months ,it had made guns valued at $26,250, and used raw materials that cost $13,000.
Blunt was an innovative entrepreneur. He patented a pepperbox, U.S. patent number 6966, dated 25 December 1849. These arms are well known and frequently encountered. In his book Pepperbox Firearms, Jack Dunlap devoted considerable space to the Blunt & Syms products. These are among the finest arms of their type.4 These pepperboxes were made in several styles and sizes. They differ in their operation from that of the usual American pepperbox in that the bottom barrel is fired as opposed to the usually seen top barrel being fired with a hammer that provides a rudimentary rear sight. The Blunt & Syms pepperboxes had no sights.
Captain Samuel Walker helped to design a new Colt revolver, and Samuel Colt arranged with Eli Whitney, Jr., to manufacture it at his Whitneyville, Connecticut factory. The two gunsmiths chosen to assist were Orison Blunt and Thomas Warner. The result was the Model 1847 Whitneyville-Walker, also known in a slightly trimmed form as the first Colt Dragoon.
The last year the firm of Blunt & Syms was listed in New York directories seems to have been for the years 1854-1855, which would have been subscribed and prepared in 1853. Swinney and his associates did not report locating any newspaper legal advertisement or other document showing the formal dissolution of the partnership. Neither do we have any document showing that Blunt had purchased the assets of the firm or that a third party had purchased the manufactory. This is odd since the facility was extensive.
Orison Blunt entered politics in 1853, standing for and winning the election in New York’s third ward for alderman. He continued to serve in that position through 1861, representing the 15th ward after 1857. He was firm in his resolve to battle corrupt contracts and sweetheart deals for which the Democrats of Tammany Hall were infamous. Typical of his vigilance was his outspoken opposition to the paving scandal in which a contractor was awarded an uncompetitive bid of $7.50 per square yard for paving streets, an unheard-of price at the time. Blunt introduced the Belgian [trap-block] paving system, which came in at a cost of $1.90 per square yard.
As an accomplished practical engineer, Blunt championed steam fire-engines, then in their infancy. He personally inspected various engines and made recommendations for their improvement. He chose those to be purchased in a unique way: he persuaded the Common Council to offer a prize for the best steam fire-engine and thus caused the various manufacturers to place their wares in competition with other vendors.7 He was outraged at the cost of building the courthouse and led an investigation into the contracts for construction.
In the earliest months of the American Civil War, several practical gunsmiths, including Orison Blunt, sought to capitalize on the paucity of arms. Those made by P.S. Justice of Philadelphia used recycled parts from the U.S. Model 1816 muskets, whereas others, including Blunt’s, used many imported parts. This author recalls that when he first began to study antique arms, what are now positively identified as J.P.
Moore’s Sons Enfield-style muskets were then sold as Blunt arms. Swinney and others cite the article in Gun Report by the late Robert Reilly, asking whether the Moore rifle musket was not a product of Orison Blunt.8 William B. Edwards also seems to have confused Blunt’s arms with those of J. P. Moore’s Sons.9 The address of Blunt’s new gun shop was 118 Ninth Street, New York City.
The real Blunt Enfield is illustrated here. It has a forty (40) inch-long barrel, and a marking CP/B, which should assist in separating it from the Pattern 1853 British arm. Otherwise, it appears essentially identical. British Enfields, of course, invariably have lock and barrel markings and not uncommonly small stampings all over the stocks. Blunt was initially to have supplied 20,000 stands of these rifle-muskets, but only 500 or so seem to have been manufactured. There are various explanations for the rift that quickly opened between Blunt and U.S. Ordnance. The claim that the arms were not proved seems to be obviated by the fact that the CP/B is usually interpreted as a proof mark.
A more serious consideration was that of interchangeability of parts. This had been an Ordnance desire since the days of John H. Hall at the U.S. Arsenal at Harpers Ferry. One recent study, Harpers Ferry and the New Technology, argues that the Army did not want Hall’s breech-loading rifle but rather wanted to adopt his system of the interchangeability of parts.10 When Ordnance considered contracts for the U.S. Model 1861 rifle musket, it chose only such arms firms as could meet this requirement. Other contracts were given to manufacturers that had never made arms but could manufacture products with such precision as would allow for full interchangeability. Blunt’s manufactory was not prepared to make arms with such precision, and still created most parts by hand.
Then there was a question of serviceability. There is no question that Blunt & Syms had made fine, beautiful, functional, and serviceable arms. Mass production of military arms presented problems all its own. Like Philip S., Justice Blunt seemed to have filled its initial contract with arms deemed inferior by Ordnance. Among the early Civil War arms, made with non-interchangeable parts, none seems ever to have merited federal inspection cartouches. Norm Flayderman, writing about the Justice contracts, thought that they represented “a patriot’s attempt to make quick deliveries for the Civil War effort.”11 Another point of view tends clearly toward accusations of wartime profiteering.
Finally, there was the additional diplomatic problem known as the Trent Affair. On 8 November 1861, the American Naval vessel San Jacinto stopped the British vessel Trent and removed two Confederate diplomats, James M. Mason and John Slidell, who had embarked from Havana, Cuba. Great Britain retaliated by embargoing many products, including war materials. After the Trent Affair was resolved, the new Secretary of War, Edwin Stanton, required that contractors buy American, eschewing foreign raw materials and parts. The Blunt Enfield muskets were assembled in America, but nearly all parts were made in England.
On 18 March 1862, new Secretary of War Edwin Stanton appointed Robert Dale Owen, son of Utopian socialist Robert Owen, and a former Secretary of War, Judge Joseph Holt, along with Ordnance Major P. V. Hagner, to a commission to study contracts let under Stanton’s predecessor, Simon Cameron. Case number fourteen (14) involved Orison Blunt. The Holt-Owen Commission found that initially, Blunt had proposed to import 20,000 stands of British Enfield muskets. On 10 September 1861, Ordnance Chief General James Ripley informed Blunt that he would accept only American-made arms and that the arms would be inspected. Ordnance would pay $18 per stand only for such arms as would pass inspection. Blunt clearly understood that the arms would not have interchangeable parts and that he was to supply 12,000 stands between January 1862 and January 1863. The Holt-Owen Commission allowed deliveries to continue through July 1862, but the numbers were not to exceed 3000 stands. There was discussion involving the number of arms Blunt’s manufactory could produce. Blunt claimed he might deliver no less than 500 per month and perhaps as many as 1500. The accepted figure, absent any clear evidence, is that Blunt delivered about 500 stands in total. At one point, Blunt claimed to be making 300 barrels per week; this may have been somewhat optimistic.
Of the various gunmakers who offered their services at the beginning of the war, only Moore’s Sons, Justice, and Blunt seem to have made any significant numbers of arms. The fate of all the early contract arms is unclear. Some Moore rifle muskets are marked L S M, which has been interpreted as Louisiana State Militia, a Union-sponsored black paramilitary organization headquartered in occupied New Orleans. The scarcity of Blunt muskets suggests that somewhere they had been used sufficiently to render them scarce, if not downright rare.
During the U.S. Civil War, Orison Blunt also functioned as a bounty broker.13 He authored the Report of Orison Blunt to the Loyal National League14 which called for additional volunteers and for strong support for the Union government. His great concern was the drafting of poor men with large families and their use as substitutes by wealthier citizens who could avoid service by paying a bounty.
Blunt headed the Union Defense Committee, which had as its primary task the support of the state militia. To arm its soldiers, the Committee authorized Blunt on 26 May 1861 to purchase small arms and ammunition. His first purchase was of 1050 Sharps rifles. Eventually, the Committee assisted in arming the 14th Regiment from Brooklyn; the Fifth New York Volunteers, known as Zouaves; the 9th New York Volunteers, also Zouaves; the 10th and 2nd New York Volunteer Militia. They also purchased several steamers for naval use, the most famous of which was the Quaker City.
By the time of the Civil War, Democratic politics in New York City had become corrupted by Tammany Hall’s control. In 1863, Tammany named as its candidate
to become New York’s 77th mayor, one Francis I. A. Boole, a politician of such low reputation that a reform group formed within the party. Known as McKeon Democracy, it was nominated in opposition by C. Godfrey Gunther. In addition to reform politics, a second theme figured into the mayoral race: the New York draft riots of 1863. The first Republican mayor, George Updyke, failed to contain the riot and otherwise failed to distinguish himself during the riots. Few were more vocal in criticism than Blunt, who then replaced Updyke and became the Republican nominee.16 Gunther won with a 6,000 margin over Boole and 10,000 over Blunt.
Blunt died in April 1879. His obituary notes that although technically he died of dropsy (known now as congestive heart failure), physicians had also noted that a growth of a tumor in his chest had displaced his heart. It was initially diagnosed some three years earlier, and Blunt had progressively weakened.
William Syms survived his former partner by several decades. He was born in West Hoboken, New Jersey, on 25 November 1826. After the dissolution of Blunt & Syms, he moved to 112 Palisade Avenue, West Hoboken, where he remained until his death in August 1902. Apparently, he did not engage in the gunsmith’s trade after he left Orison Blunt. He became a real estate speculator. He served as town treasurer for a few years, with street paving and improvement being his great interest. He was a member of the Baptist Church and presented the congregation with a chapel at a cost of $7,000. He also paid for a public fountain in the city park.17
Patent Infringement
In October 1849, Ethan Allen of Norwich, Connecticut, filed suit against Blunt and Syms of New York, alleging infringement on his patent of 3 August 1844. The suit had begun in court in Massachusetts on 24 June 1844, and this court then found that Allen had been deprived of the profits of $11,700 by the violation of his patent. Blunt alleged that the Massachusetts court had no jurisdiction over him because of the diversity of citizenship and the fact that neither plaintiff nor defendant was a citizen of Massachusetts. Blunt also complained that the award was determined by a Master of the Court and not by a jury of his peers. The Court in New York ruled against Blunt
The Court held that “any Circuit Court of the United States, or any District Court, having the powers and jurisdiction of a Circuit Court” could hear cases involving patents. It also noted that such courts “may” increase the damages, not exceeding three times the amount of the verdict.” Nevertheless, Allen failed to prevail because of a defect in service rather than on substantive grounds. In the judgment “the plaintiff failed to recover, because it did not affirmatively appear on the face of the record from that court, that the defendant was personally served with process within the district.” This principle of law became a precedent cited in many subsequent cases.
In October 1852, Colt Firearms filed suit against Massachusetts Arms and its principals, Edwin Leavitt and Hiram Terry, for violation of its patent, which, Colt alleged, included revolving arms of any sort. The case was heard in the U.S. District Court for New York, and the verdict was in Colt’s favor. Following is a nice example of a Wesson & Leavitt Belt Model manufactured by the Massachusetts Arms Company, cased with all of its accessories, that was the subject of the lawsuit.
In a broadside, dated 10 November 1852, Colt advised that it would seek patent protection against all invasions. Based on the court’s decision that included all manufacturers of pepperbox firearms, including Allen & Thurber, Marston & Sprague, and, of course, Blunt & Syms. Allen & Thurber was the largest manufacturer, so it attempted to prevent troubles by reaching an agreement with Colt. It paid Colt $15,000 and promised to pursue other patent infringements according to Samuel Colt: Art, Arms and Invention by Herbert H. Houze19. Pictured below is a cased Allen & Thurber medium-sized pepperbox pistol marked J. G. Bolen of New York, who was a primary agent for Allen & Thurber guns
The two patent infringement cases may well have been the cause of the abandonment by Blunt & Syms of the manufacture of pepperboxes. They had escaped the first judgment on a technicality and faced possible action on the second by Colt or by Allen & Thurber. By the standards of our day, the position of the court in giving such an expanded interpretation of Colt’s patent is ludicrous and is, in its own way, as absurd as the Rollin White patent case.
The French Ordnance system is an interesting subject that you could spend years studying. I will focus on only the last two revolvers used by the French military. With that in mind, I need to mention that the French were ahead of the rest of the world in the pinfire era. This period did not last long, as ammunition seemed to change almost every year until the centerfire cartridge was perfected. The centerfire era is the one I shall address in this article.
The revolvers concerned were the Model 1873/1874 and the Model 1892. In this period of time, all nations sought the ideal handgun. The French knew they needed to replace their 1854 Lefaucheux pinfire pistol, which most of the countries in Europe used. Both the North and the South in the American Civil War had these pistols in service; Stonewall Jackson personally owned one.
After the Franco-Prussian War of 1870, the French began to experiment by converting their pinfire revolvers to centerfire. In 1870, the navy used a new pistol developed by Lefaucheux in the 11 mm centerfire. This pistol was not as effective as expected, and in 1873, the army started using the Chamelot-Delvigne-designed revolver Model 1873. These were made at the St. Etienne Arsenal. I liked the first one I ever saw at a gun show, but I did wonder how the French managed to rub all the blue off this pistol. It didn’t occur to me that they would issue a firearm in the white. But they did, and these pistols were not blued; they were meant for the lower ranks. Another feature was the lack of flutes on the cylinder or chamber recesses.
A year later, the Model 1874 intended for officers came out. This model was blued and did have flutes, recessed chambers, and was lighter in weight than the Model 1873. The feudal system was still alive and kicking in 19th-century Europe, even in France, the country that had a revolution to ensure equality. The Model 1874 looks very nice with its blue finish. This pistol was also made as a commercial weapon for sale in France, when its citizens could still own these things. During this period, the French stamped a number, the last two numbers of the serial number, on every part of these guns, including the screw heads. Both models have the arsenal markings on the side, neatly written out in longhand, as well as the date of manufacture and, like the Model 1873, are fitted with lanyard rings and are rugged double-action revolvers. They load from the rear through a loading gate like the Colt single-action. They also unload like the Colt.
Like the Colt single-action, the French revolvers issued in 1873 are iconic, and as a matter of fact, the French feel much the same way about their guns as we do about the Colt. It is their national pistol, so to speak. The Model 1873/1874 was to be found all over the world in the French colonies, and it was used by the French army through World War II. It was a favorite of the Résistance in Paris during the German occupation; its large bore being used to kill German soldiers at point-blank range.
The Model 1873 was used by the Navy as well as the Army. The navy guns have an anchor on the bottom of the butt next to the lanyard. Some have an M next to the model number on top of the barrel – thus Mdl 1873M Pistolet de Marine, as the French referred to it.
These pistols can be owned today in France, as gun collecting is legal if you follow the government rules. I think it is great when a country lets its citizens own pieces of their history. I think modern guns are another story, and when the 1873/1874 was modern, they were for sale in the shops. You see these commercial pistols, some retailers marked as Chamelot Delvigne revolvers. Most have a Paris address. I’ve enjoyed looking at these guns over the years, but they do not seem to show up as often at shows as they once did.
All Model 1873/1874 revolvers are classified as antiques today, both in France and in the U.S.
The next revolver, the Model 1892, came about with the upgrade by the French when smokeless powder was developed. They issued the first smokeless powder rifle, the Lebel, in 1886. The Lebel was a small-caliber high-velocity round, again a first for any army on earth. It was 8mm, as was the 1892 revolver, which of course was an 8mm pistol round. I mention this because the French used the barrel blanks from the rifle for this pistol for at least some of the time during its manufacture.
The delightful little revolvers popularly known as “testfires” were the product of the imagination of Daniel Moore. He originally started out to produce seven-shot rimfire revolvers whose mechanisms were quite similar to those used by Colt for their percussion revolvers. Further to his lack of originality, he also copied Smith & Wesson’s patent for the rear-loading, bored-through cylinder without authorization; a big mistake! This latter cost him dearly with lawsuits (the story was told in detail in Volume #1 of this magazine), and the project was abandoned.
To circumvent the S&W patent, he devised a front-loading revolver using a unique cartridge of his own design. These pocket revolvers were simple, lightweight, and very reliable. They became very popular and approximately 32,000 were produced.
A Puzzle Solved
Collectors have been puzzled for years over the seemingly cryptic letters appearing on various parts of these revolvers. The full numerical serial number appears in just one place, under the barrel. In other parts, it was observed that a one or two-letter sequence preceded two numbers that were always the last two digits of the serial number. It was a mystery that begged to be solved. By recording and assessing, over a ten-year period, serial numbers and these strange alpha-numbers, there came a “eureka” moment when everything fell into place. It turns out that these are batch assembly numbers. Each 100-gun block was assigned a letter prefix: “A” for the first hundred guns plus the last two digits of the serial number — thus, serial number 50 would have the assembly number A50. The second hundred guns would start with B, and so on until all single letters were used, then double letters would be used “AA”, “AB”, etc. I half expected they might have omitted “I” or “O” to avoid confusion with numbers, but no, they rolled right along using those letters. Some confusion arose early on when it appeared the system didn’t work when double letters were initiated. My theory was saved when I realized that Moore had stuck in an extra “letter”, the ampersand (&), creating a 27-letter alphabet. (Further examples: AA45 would be serial number 2845, AB16 would be serial number 2916, etc.) This system was used until about serial number 24100. At around serial number 2860,0, when Colt took over, batching reverted to a single letter. Moore’s Patent Firearms Company of Brooklyn, NY, was incorporated in November 1861 for the manufacture of the afore-mentioned seven-shot revolvers and the single-shot, all-metal, “knuckleduster” derringer. After they were forced to stop production on the seven-shot revolver by the S&W action in the 1862 time frame, Daniel Moore devised and patented his front-loading testfire revolver. His patent was granted in April of 1863 (#38,321). Two years later, in March of 1865, the company was reformed as the National Arms Company of Brooklyn, NY. The gun, incidentally, was always officially called “THE NATIONAL REVOLVER” even during Moore’s Patent Firearms Company years. The firm’s product line included the original all-metal derringer, an improved version with wooden grips, and the continuation of the popular testfire revolver. In March of 1870, the company was purchased by Colt to continue production of the derringer line. It is apparent that Colt continued to produce testfires, as one of the improvements thereto, the Leaycroft extractor, was not patented until 1871 and was assigned to Colt (more about that later). The first revolvers, as shown in the Moore patent drawing, suffered from a design flaw in the cartridge’s configuration. The original cartridge design had a flat base with a projection containing fulminate. Almost half the base of the cartridge was exposed, and cases would occasionally rupture at that point. David Williamson found the answer by redesigning the cartridge with a globular base and a rounded protrusion, which allowed the base to be more protected with only the “teat” projecting rearward. No specimens of the gun shown in the Moore Patent are known to have surfaced. The guns manufactured under the Moore Patent name are so marked on the barrel. It is estimated that about 18,000 guns were produced under that banner. Probably about 14,000 additional guns were made by National Arms and subsequently by Colt for a grand total of roughly 32,000. Cartridges were loaded and held in place by a simple swiveling spring clip mounted on the frame in front of the cylinder. This clip could be flipped down to load or eject fired cartridges. In order to eject cartridges, a separate punch was provided. This item had to be carried apart from the gun and was frequently lost. Toward the end of production, seemingly after Colt became involved, a patent was issued to Edwin S. Leaycroft, which involved a hinged lever that would both retain cartridges and eject cartridges without the use of the separate punch. Exactly when this feature started in the serial sequence is not known, but it occurs as early as serial 27,170, suggesting that at least the last 7,000 might have this feature. I have also noticed that, toward the end of manufacture, the frame became somewhat slimmer, possibly to improve the feel in the hand. Some guns of this period were converted from the previous design. These can be identified by the dual-pin connection between barrel and frame, with one pin usually exposed or missing. Later, Colt manufactured guns with a single pinned connection.
Nearly all test fires that I have seen are hand-engraved with a simple floral and skip-pattern border design. I have yet to see a non-engraved specimen. The engraving on the earlier pieces is a bit more artistic than the later pieces. Frequently, fancy pieces are found cased, with custom engraving, pearl or ivory grips, gold and silver plating, and other special features. It is evident by the number of such fancy pieces that Moore must have maintained a custom shop. We show a number of these special pieces below.
Gerald Teesdale, in his 1975 Gun Report article, categorized the test fires into two basic divisions. Those marked with the “Moore” address and those marked with the “National” address. He noted two evolutionary variants of the Moore-marked pieces and three for the National-marked pieces (actually four if you count those that were converted to the hook extractor system). Nearly forty years later, these nomenclatures are still valid. Moore Patent Fire Arms Co., Brooklyn, N.Y. Type 1- Simple gate type with rectangular stop bolt indexing slots on rear of cylinder, (estimated production 5,400) Type 2 – Simple gate type with round stop bolt indexing slots on rear of cylinder, (estimated production 15,000) National Arms Co., Brooklyn, N.Y. This grouping of four was produced after Colt acquired the firm. Type 3 – Simple gate type with round stop bolt indexing slots on rear of cylinder, (estimated production 5,000) Type 4 – Leaycroft hook ejector/ gate with twin alignment pins between barrel and frame, (estimated production (2,500) Type 5 – Leaycroft hook ejector/ gate with single, central alignment pin between barrel and frame, (estimated production 2,000 to 2,500) In addition, National produced a very small quantity of 45 caliber revolvers. They are unusual in that they are solid frame, as per the patent drawing, for Army acceptance trials.
Cartridges
Aside from any that may have been specially made to fit the Moore patent drawing gun, there were two types of cartridges (see the two cartridges illustrated earlier). The earliest had a flattened tip, and when loading, care had to be taken that the flattened tip orientation matched the anvil at the rear of the cylinder. A second type with a rounded tip did not require the careful orientation of the flat tip. These rounded-tip cartridges could not be loaded into the earlier guns without a slight modification to the anvil (i.e., filing a shallow groove).
Robert Mainhardt was not having a great day on Wednesday, October 10, 1962. Mainhardt and his partner, Arthur T. Biehl, Ph.D., had co-founded MBAssociates (MBA) two and a half years earlier on April 1, 1960, and had been working steadily since then, developing miniature rockets designed for the U.S. military as weapons for use in Vietnam. Their first product was a small 3mm-diameter Finjet, which was a type of self-powered flechette similar to the flechettes already being developed under the U.S. Army’s project SALVO and follow-up project SPIW. Those flechettes were steel projectiles loaded into more-or-less conventional cartridge cases and shotgun shells. They were not self-powered. MBA’s Finjets, on the other hand, were powered by internal propellant as self-contained rockets. They were made of light metal or injection-molded thermoplastic, typically Nylon. The final versions had sharp steel penetrators in their noses and were designed to be anti-personnel weapons. They were ignited by pyrotechnic fuses and launched in smoothbore tubes. Finjets were stabilized by fins, like an arrow.
MBA’s second product was the Lancejet, which was essentially a longer, finless Finjet with a heavy nose for stabilization, like a javelin. In early 1962, MBA developed a .25-caliber anti-mine Lancejet under a U.S. Army contract. Although this Lancejet was not adopted by the Army, it led to a wide variety of other Lancejets, some as small as 1.5mm in diameter and others as large as 3mm.
Mainhardt and Biehl understood the need to develop a more conventional, less radical weapon if they were to achieve significant sales to the Army, especially during a time of turmoil with Vietnam heating up and Army Ordnance being split over whether to adopt the new Armalite .223-caliber AR-15 as the M1 Garand’s replacement or the 7.62mm T-44/M14. The Army had about all the controversy it wanted when, in July 1962, Secretary of Defense Robert McNamara replaced the Army Ordnance Corps with the Army Materiel Command. MBA needed a weapon to sell that was similar to, but better than, the Model 1911A1 .45 ACP caliber pistol then in use and widely admired by top Army brass and soldiers. MBA had done some earlier experimentation with its third product, the Gyrojet rocket, which was stabilized by angled exhaust ports in its base, or “nozzle,” which caused the rocket to spin like a conventional bullet. Various sizes were developed and tested, and the round settled on as having the best chances of Army adoption was .49 caliber. The rocket used normal double-base propellant and off-the-shelf small pistol primers for ignition.
The problem facing Mainhardt and a few members of his engineering staff at their weekday luncheon meeting at a local restaurant was that the only firearms MBA had for testing the new Gyrojet rockets were modified existing weapons. One of these was a bored-out .38-caliber revolver, which was being used to demonstrate the new .49-caliber rocket. Another type was a modified H&R revolver with its cylinder removed and its barrel replaced with a clear .49-caliber smoothbore tube. These pistols fired Gyrojet rockets the same way they fired conventional cartridges; i.e., the rocket’s primer was struck from behind by the pistol’s firing pin. The test guns’ actions were not changed.
A Gyrojet rocket’s ignition and launch cycle is very slow compared to a regular cartridge. When its primer is struck, it ignites and in turn lights a “second fire” (typically a piece of treated paper or cord) in the center of the rocket’s propellant, which is one piece with a hollow center. The “second fire” igniter helps ensure that the inside of the propellant “grain” (an MBA term for the single piece of propellant, not to be confused with the grain as a unit of weight) ignites evenly lengthwise. The grain is designed to burn only from the inside to the outside. As the grain begins to burn, the rocket begins to develop thrust and move forward, somewhat slowly at first. As a result of this slow acceleration of early experimental Gyrojet rockets in test barrels, it was common for rockets to dribble out of the muzzle, sometimes falling to the ground where full ignition would be achieved with the rocket flying off in random directions, including back at the shooter. This happened twice to Biehl during testing, and it was only by chance that he was not injured or worse.
Sometimes, with a dud or hang fire, the force of the firing pin alone was sufficient to propel the unrestrained rocket out of the barrel. Readers who own a Model 1911A1 type pistol or .38 revolver can demonstrate this effect by first carefully checking to be positive the handgun is unloaded, and then placing a wood pencil with a rubber eraser into the barrel of a cocked gun with the eraser against the breech face where a cartridge’s primer would be. When the trigger is pulled and the hammer rotates forward, it will normally propel the pencil several feet out in front of the gun. The same thing was happening with the early test Gyrojets. There had to be some way to restrain or “hold down” the rocket inside the barrel until enough thrust had been built up for a normal launch at a higher velocity, and nobody at MBA had yet figured out how to do this. Until the problem was solved, the new Gyrojet was going nowhere, and without the Gyrojet, MBA would have to cease operations. Later, the company won a number of significant government contracts, and it significantly diversified its products and services, so the failure of one would not cause the MBA itself to fail.
Mainhardt conducted his lunch meetings very informally, with an open exchange of ideas on how problems might be solved. Everyone was encouraged to express their thoughts to the group, no matter how nonsensical they might seem. One of Mainhardt’s new 1962 hires was an engineer named Mathew Hengel, who had been hired to solve a problem with the MBA’s anti-mine Lancejets, which had a nasty tendency to explode as soon as they were fired — they had PETN explosive warheads to destroy mines. Hengel had solved that problem, and he listened carefully as others at the table explained the situation with the Gyrojets not being restrained as ignition began. As the conversation continued into the afternoon, Hengel began doodling on a paper napkin. After a while, he completed the drawing of a new Gyrojet pistol design, shown below in Figure 1.
Although this sketch is crude, it accurately depicts the firing method and hold-down used in every production Gyrojet firearm, which was a fixed firing pin at the rear of the pistol’s chamber and a hammer mounted forward of the rocket. When the trigger is pulled and the sear released, the hammer pivots back to strike the Gyrojet rocket on its nose, pushing it back against the firing pin, which fires its primer. The hammer remains against the Gyrojet’s nose, held there by spring pressure, until the rocket develops enough thrust to briskly move forward, forcing the hammer forward and down and cocking it in the process for firing the next round, pushed up into position by the magazine’s follower spring. Gyrojet rocket ammunition was made with steel cases, normally copper plated, so it could withstand being struck hard on its nose by the pistol’s hammer. Hengel showed the group his drawing and explained his concept. The light dawned, and Mainhardt’s day got a lot better. He authorized Hengel to develop his concept and make a few experimental prototypes.
Hengel worked through October 1962 and into November, when, on November 29, MBA filed patent application 240,784 to protect Hengel’s invention.
Patent 3,212,402 was issued on October 19, 1965, and it lists Hengel as the primary inventor in accordance with Mainhardt’s policy of publicly recognizing his employees’ creativity by having their names attached to patents of their inventions, which were, of course, assigned to MBA. By the time of the patent application, the pistol, not surprisingly, had gone through many modifications and improvements.
Note that the trigger mechanism has been refined somewhat, but that the basic concept of a forward hammer rotating back against the nose of a round of Gyrojet ammunition, pushing it into a fixed firing pin, has been retained. Also note the 6-round internal magazine capacity, which was the actual capacity of every production Gyrojet firearm ever made. Also note the general appearance of the gun compared to the Model 1911. MBA was determined to develop a pistol that looked as much like the M1911 as possible in order to ease the Army’s reluctance to adopt a new pistol. Finally, note the holes in the pistol’s frame around the fixed firing pin to allow exhaust gases to vent outside the pistol, not build up pressure inside the barrel.
A very critical element of the Gyrojet system’s design is that firing the rocket ammunition produces almost zero recoil. All of the high pressure of propellant combustion is contained inside the rocket ammunition, not in the pistol’s barrel. As a result, the gun could be made of lightweight materials, including plastic. In addition, when a round of Gyrojet ammunition is fired, there is nothing left behind to be extracted and ejected. The rocket case itself is the “bullet,” and since the combustion of the propellant is inside the rocket, with most of that occurring outside the pistol, operation of the gun is very cool.
The Model 137.49-Caliber Pistol
The U.S. The Army declined to finance the development of the Gyrojet pistol, probably because it had all of the new technology issues it wanted without adding another, and MBA did not have the required financial resources itself. However, the Department of Defense Advanced Research Projects Agency (ARPA) did have resources to fund high-risk, high-reward projects, including weapons such as MBA’s Gyrojet. ARPA’s first Chief Scientist and co-founder was Dr. Herbert F. York, and York was a friend of Mainhardt and Biehl’s. ARPA’s Project Agile had begun in the spring of 1961 to provide research and engineering funds in support of friendly local forces in remote areas of the world engaged in or threatened by conflict, such as Vietnam. In fact, it was ARPA that provided the first 10 AR-15 rifles to South Vietnamese forces in Saigon for testing.
Project Agile’s timing was perfect for the MBA’s project, and ARPA contracted with the company to develop the Gyrojet pistol and ammunition for use in Vietnam by local officials and rice farmers in defense against the Viet Cong. One important advantage of the Gyrojet was that it would cost less than $4.00 each to manufacture by die casting, and rocket ammunition could be made for about 50 cents each. A simple, lightweight handgun loaded with six rounds of ammunition could be provided for less than $10. The Gyrojet would have zero recoil and twice the impact of a .45 ACP bullet at a distance of 50 feet downrange, and its production by MBA would not interfere with other Army weapons manufacturing.
By late 1962, the first production Gyrojet pistol, the .49-caliber Model 137, had been produced, and it would serve as the model for all future Gyrojet firearms.
The pistol is 9.5 inches long and 5.9 inches high. It was die-cast of an alloy called Zamak, and it weighs 28 ounces, unloaded. The front and rear sights are fixed, and the safety is behind the left grip. The safety is a wedge that slides up in front of the firing pin to block the back of a rocket being pushed back into the firing pin by the hammer. The pistol’s magazine follower can be seen in the loading port above the left grip, and just to the left, the hammer can be seen in its fired position back against the follower. There are holes along the barrel and around the fixed firing pin to allow exhaust gases to vent. The barrel has no rifling or even a smooth liner tube. It just has smooth rails molded in it to guide the Gyrojet rocket. This particular Model 137 is finished in “Jungle Green.”
When Model 137 frames were removed from the mold, a number was hand-stamped in the bottom of the right grip to identify the order in which the frames were cast so mold wear could be checked, and these numbers served as early serial numbers. The highest seen so far is 144, which is the pistol Hengel gave to his daughter.
Model 137 pistols are marked “MBASSOCIATES, SAN RAMON, CALIF.” on the left side under the barrel, and “PAT. APPLIED FOR, MODEL 137 CAL. .49” on the right side. The straight-slot screw in the left frame just above the trigger guard fills a hole left when the full-automatic parts were replaced with semiautomatic ones. The full-automatic capability of Model 137 pistols was quickly dropped early in testing, and existing pistols were modified for semiauto fire only. According to Mainhardt, no full-automatic MBA Gyrojet was ever sold to the Army or on the civilian market. Because of its limited 6-round internal magazine capacity and lack of a quick reloading capability — Gyrojet rockets had to be loaded individually, one by one — select-fire capability was neither practical nor desired.
When I asked Mainhardt why his first pistol was called the Model 137 and not the Model 1, he explained that there was no particular reason for that designation except that it did not indicate that the pistol was MBA’s first firearm. During 1963, production and testing of the Model 137 continued. In June 1963, as the ARPA contract was coming to an end, Model 137 pistols and .49-caliber rocket ammunition were submitted to the H.P. White Laboratory in Street, Maryland, for testing. The tests revealed problems in reliability and accuracy, so modifications to the pistols and ammunition were made. A second series of tests at H.P. White in September 1963 showed that “considerable development effort is still required before this weapon can meet the objective of a low-cost, defensive, hand-held weapon suitable for use by paramilitary or civilian forces.” In addition, when a few early Model 137 pistols were distributed to village chiefs and rice farmers in South Vietnam (VIPs got gold and silver-plated ones) to try out, they were instantly rejected. The last thing the rice farmers wanted was armed conflict with the Viet Cong. As a result of its unsolved reliability and accuracy problems, and its rejection by its intended users, the Model 137 Gyrojet pistol and ammunition’s production ended abruptly. But Mainhardt was not about to abandon his Gyrojets, even though he probably should have. In fact, he was still promoting them when he died in Gilroy, California, on July 3, 2006, at 84 years of age.
The Mark I .49-caliber/13mm Pistol
Mainhardt never threw anything away that could possibly be used later, including Model 137 pistols, which had failed to meet ARPA’s requirements. Mainhardt was also very stubborn, and he refused to drop his Gyrojets simply because he was not able to sell them to the U.S. military. Instead, he turned to the civilian collector, not the shooter market. During a visit to Colt Firearms, Mainhardt had learned of the great success Colt was having selling commemorative examples of its pistols and revolvers, many of which were in fancy wood presentation cases with special finishes, plated dummy cartridges, medallions, and certificates of authenticity. Colt was selling these as quickly as they could be made. In order to maintain their value, these guns were normally not fired, or even cocked, to avoid drag rings around the cylinders. They were carefully maintained in mint condition and enjoyed for their collector interest as special Colt firearms. Mainhardt decided to use Colt’s marketing strategy to sell his Gyrojets to collectors, who presumably would not fire them. Their reliability and accuracy, or lack of it, wouldn’t matter, and MBA could use the revenue and time gained by their sales to continue work developing a reliable and accurate pistol. Some Model 137 pistols were gold-plated, and others were finished in black. Wood grips were added, some with unusual inverted target grips. Lined walnut presentation cases were acquired from the Gerber Knife Company, and 20-round or later 10-round walnut cartridge blocks holding bronze commemorative medallions honoring rocket pioneer Dr. Robert H. Goddard were placed inside the cases. The dummy cartridges were zinc or nickel-plated. Pistols were held in place by walnut blocks inside the trigger guards. Finally, one or two oval brass MBA logos were placed inside the case, and a small brass plate was added to the outside of the case lid to complete the set, which came with a certificate of authenticity printed on an old MBA stock certificate. Mainhardt learned that collectors loved experimental guns, so he had the word “experimental” engraved on some of the guns above the loading port even though they were not really experimental. (Of course, the point could be made that all Gyrojets were experimental.)
As these sets were being put together, the MBA was working on a new pistol model firing a new rocket. This gun was named the Mark I to differentiate it from the Model 137. However, the Mark I was really just a Model 137 with a number of modifications, some significant. Because the .49-caliber rocket ammunition had reliability and accuracy problems, MBA developed a new 13mm (.51-caliber) rocket with a round nose almost exactly like a .45 ACP bullet. The company also changed its caliber designation from inches to millimeters. Most Mark I pistols are 13mm and have 13mm stainless steel smoothbore tubes inside the barrel frames. The tubes improved the Gyrojet’s accuracy, although Mainhardt was not sure why. It worked, so he used it. Most Mark Is also had a swiveling gate over the loading port on the pistol’s left side to prevent rockets from falling out of the pistol’s chamber, although the pistol shown in Figure 4 does not. At this stage of development and marketing, the MBA was very inconsistent in its markings and characteristics.
During the transition from the .49-caliber Model 137 to the 13mm Mark I, a number of pistols were assembled with characteristics of both types, which was an excellent way to thoroughly confuse current Gyrojet collectors. For example, the 24-carat gold-plated pistol in Figure 4 (serial number A0015) does not have a 13mm barrel liner even though it is marked “13MM” on its left side. In fact, the original “CAL. .49” markings are still in place on the right side under the barrel, and the pistol is .49 caliber. It has no swiveling gate to protect the loading port. Even though it is marked, by engraving, “MARK I,” it is actually just a re-marked Model 137 with walnut target grips installed. It is also marked “EXPERIMENTAL” above its loading port. Half of its 20 nickel-plated dummy cartridges are conical-nose .49-caliber rounds, and the other half are round-nose 13mm rockets.
This pistol’s consecutively serial numbered partner, gold-plated Mark I, serial number A0014, has no caliber markings at all. The “CAL. .49” marking on the right side was ground off before plating. Unlike A0015, A0014 does not have a caliber marking on its left side. The “experimental” pistol has no 13mm barrel tube and is still .49 caliber, even though half of its 10 nickel-plated dummies are 13mm rockets.
Please remember, these guns were for collecting, not shooting. So what if there are no caliber markings, or two different caliber markings? Mainhardt had advertised these cased guns as “the first 1,000 Gyrojets, the rocket guns of the future,” and the extra zeroes in the serial numbers would accommodate up to four digits. Later, when Mark I carbines were developed, MBA decided that the carbines would have four-digit serial numbers and the pistols would have three-digit numbers. I have a matched pair with the Mark I Model B pistol having serial number B022 and the Mark I Model B carbine having serial number B0022. Two authoritative sources, long-time Gyrojet collectors and researchers Eric Davidson of Windsor, Ontario, and David Rachwal of Hilliard, Ohio, believe that a maximum of 100 Mark I Gyrojets were made. Rachwal believes that 85 of these were presentation sets and 15 were carbines, which were basically pistols modified by having longer barrel tubes with rifle walnut stocks added.
Figure 5 shows what is probably a typical Mark I cased set. It has a black finish, target grips, and 10 nickel-plated, round-nose 13mm Gyrojet rocket dummies. The modified Model 137’s “MODEL 137 CAL.49” markings were ground off prior to finishing, and the pistol’s actual 13mm caliber is not marked anywhere. Apparently, in order to further confuse collectors, MBA left the original Model 137 serial number 71, stamped on the bottom of the pistol’s right butt, in place — most were ground off during modification — and added an extra Mark I serial number A018. The result is a pistol with no caliber markings anywhere and with two different serial numbers.
Thankfully, with only about 100 Mark I guns to deal with, we can move on to the 13mm Mark I Model B, MBA’s most prolific model. Note: I have found no reference in MBA literature, including catalogs or price sheets, to a Mark I Model A firearm, nor have I seen one so marked. However, Mark I guns have serial numbers with “A” prefixes, and are often referred to by collectors as Mark I Model A guns. Since the next model was the Mark I Model B, with “B” serial number prefixes, this doesn’t seem unreasonable.
The Mark I Model B 13mm Pistol
Even though the MBA had lost ARPA’s interest and funding, Mainhardt forged ahead in the development of the new Mark I Model B pistol, which was an entirely new gun made with new dies, not a modified earlier pistol. He was determined to prove that his Gyrojet could be improved enough that the Army would be interested in it. The 13mm Mark I Model B Gyrojet pistol was unveiled at a Las Vegas gun show in September 1965. Its primary “improvement” over the Mark I was a slide that moved back and forward to allow the pistol to be loaded from the top, not from the side. And because the new pistol had a slide for the shooter to manipulate, it was even closer to the Model 1911A1 that Mainhardt was trying to replace. Because so few Mark I guns were sold to civilian collectors, MBA had a supply of walnut presentation cases left over, and Mainhardt decided to again offer his new pistol in cased presentation sets, often with an “antique nickel” finish, cartridge block with 10 dummy Gyrojet rockets, and a Goddard medallion. The grip panels are a marbled silver/black plastic.
Other “standard” Model B pistols were offered with a black finish and plain walnut grips. They were intended for shooting, not just collecting, and were normally packed in flat cardboard boxes.
There are many variations of the Model B, but they all started with the same basic gun. Survival pistols had no wood grips and were equipped with short, sliding barrels to save space. They were intended to be used by downed pilots in self-defense and to launch MBA 13mm distress flares. In some cases, underwater spears for fishing could be fired.
One interesting Model B is from the estate of a CIA employee. It has a matte black finish and an unusual screw-on front sight not seen on any other Gyrojet pistol. The pistol has no markings anywhere and is possibly a prototype designed for clandestine use by agents. Like the survival pistols, its rear sight is a groove cut in the top of the slide.
Approximately 1,100 Mark I Model B firearms were made between 1965 and 1968. Only about 50 were survival or snub nose versions.
The Mark II Model C 12 mm Pistol
The Gun Control Act of 1968, enacted on October 22, 1968, should have ended Gyrojet production. Sales were slow in the civilian market, and in spite of the Army conducting informal tests of the Mark I Model B pistol in Vietnam, probably as a courtesy to Mainhardt, there were no Army sales. The Gun Control Act of 1968 did several things of interest to collectors, and one of them was to designate any firearm with a caliber larger than .50 a destructive device. .50-caliber BMG (Browning Machine Gun) semiauto sniper rifles are “normal” unrestricted firearms because their caliber is not larger than .50 and because their barrels are rifled. Unfortunately for the MBA, 13mm Gyrojet rockets were .51caliber. I have measured hundreds of Gyrojet rockets and discovered that most “13mm” rounds actually measure 12.94mm, which is 0.5094 inch; barely, but clearly larger than 0.5000. And until 1968, all Gyrojet barrels had been smoothbore because rifling was not required to spin the rockets. Collectors and shooters who owned 13mm Gyrojets had a problem, but when they tried to register their guns with the ATF during the one-month amnesty period in November 1968, their forms were returned marked “Registration Not Required.” Obviously, in spite of the Act’s wording, ATF did not consider the guns to be destructive devices. But because of the new law’s wording, the MBA could no longer manufacture 13mm guns with smoothbore barrels.
At first, the MBA offered to convert customers’ guns at no charge by substituting a reduced-caliber 12mm barrel liner for the 13mm one and re-marking the pistols “12mm.” The company did very few of these conversions because most owners simply didn’t bother to send their guns in.
In order to comply with the 1968 law’s requirements, the MBA modified the molds the pistols were cast in, changing the model designation to Mark II Model C 12mm. New rifled stainless steel barrel tubes were used in the new model, although the rifling is very shallow and serves no purpose other than to comply with the law. Gyrojet rockets are not affected by it, and at least one MBA employee conducted a silent protest against the new law, which cost MBA a lot of money, by installing the 12mm rifled barrels backwards so a clockwise-spinning rocket would be fired through a counterclockwise-rifled barrel, with no ill effects at all.
Almost all of the 606 Mark II Model C pistols made were finished in black with plain walnut grips. They looked identical to the Mark I Model B guns, except for the newer markings. pistols “12mm.” The company did very few of these conversions because most owners simply didn’t bother to send their guns in. In order to comply with the 1968 law’s requirements, the MBA modified the molds the pistols were cast in, changing the model designation to Mark II Model C 12mm. New rifled stainless steel barrel tubes were used in the new model, although the rifling is very shallow and serves no purpose other than to comply with the law. Gyrojet rockets are not affected by it, and at least one MBA employee conducted a silent protest against the new law, which cost MBA a lot of money, by installing the 12mm rifled barrels backwards so a clockwise-spinning rocket would be fired through a counterclockwise-rifled barrel, with no ill effects at all. Almost all of the 606 Mark II Model C pistols made were finished in black with plain walnut grips. They looked identical to the Mark I Model B guns, except for the newer markings.
Early in my research, most Gyrojet collectors thought that fewer than 600 Model Cs had been made, so I thought that my number 599 might be the last one. This would have been nice since I also have the first production Gyrojet made, serial number 1. However, I later discovered factory inventory records that showed a Mark II Model C with a serial number of 606. A handful (11) of Model C pistols were gold plated and placed in leftover walnut presentation cases. Some of these have a cartridge block with 10 rounds and the Goddard medallion, but others do not. In the early 1970s, as Mark II Model C Gyrojet production was winding down due to slow sales, Mainhardt thought there might be a market for a cheap derringer-type gun that could fire Gyrojet rockets, regular ammunition, and distress flares. One of these experimental guns was made by modifying a steel German Rohm .38 Special derringer so it could fire 12mm Gyrojet rockets or distress flares from its top barrel and .38 Special rounds from its lower barrel. It was named the “Survival 2000.” The second of these was made by modifying a cast-metal Italian .22 blank starter pistol to fire 12mm Gyrojets from both barrels. It was named “Survival 2001.” Neither of these went to market, and only three or four prototypes of each were made, according to Mainhardt.
Summary
Although exact numbers are not available, it appears that MBA made about 1,900 firearms between 1962 and 1972. These include experimentals, prototypes, Model 137 pistols (45), Mark I pistols converted from Model 137 pistols (100), Mark I Model B pistols (1,100), and Mark II Model C pistols (606). A few Mark I and Mark I Model B pistols were modified as military and sporter models. You will see a Gyrojet census with about 500 different firearms listed by Model, Caliber, Serial Number, etc. The list represents all of the Gyrojets in my collection and other collections, factory records, and guns reported to me. It is a PDF file which can be downloaded, saved, and printed (and hopefully added to). Why didn’t Gyrojet pistols succeed? With very few exceptions, handguns are defensive weapons designed for use at short distances. Because of this, handguns must be powerful at very short ranges, often at distances of just a few feet. Initial high velocity and stopping power at the muzzle are critical. Gyrojets lacked this close-in performance, only achieving their potential at distances of about 50 feet or more. Handguns must be 100% reliable, or they are junk, worse than nothing, with their false sense of security. Unfortunately for the MBA, Gyrojet pistols were never able to achieve the required reliability, although some of them came close. Handguns must be accurate, or accurate enough, and Gyrojet pistol accuracy was never very good. Finally, personal weapons must be at least affordable enough for most potential users to be able to buy them. In 1966, the year after the Mark I Model B was introduced, a presentation model in a walnut case cost $250 retail, which is $1,736 in 2010 dollars. If you were a shooter in 1966, a standard Model B Gyrojet pistol with walnut grips would set you back $165, or $1,145 in 2010 dollars. However, the real deal-buster was the cost of Gyrojet ammunition. In 1966, it cost $1.50 a round ($10.41 in 2010 dollars) retail or you could save a bit by buying a 24-round box for $1.30 a round ($9.02 a round in 2010 dollars). The reason for the high cost was the very low production rate. If Gyrojets had caught on and been produced by the thousands, their cost could have been competitive. But that didn’t happen in spite of Robert Mainhardt’s stubborn promotion of them at MBA and at all of the companies he founded after MBA was acquired by Tracor, Inc. in 1980. He refused to give up on them and as a result, collectors today have a wide variety of unique rocket firearms to learn about and to seek for their collections. 75 carbines.
It may be hard to imagine these days of constantly televised sporting events and other forms of diversion. Still, less than 150 years ago spectators from New York City — ladies in bustles and parasols, men in spats and high hats — all dressed in their Sunday finery, boarded trains to travel a dusty 15 miles out onto Long Island just to watch shooting matches, often on steamy, humid days For a few decades, national pride hung on the exploits of teams of shooters representing United States, England, Ireland and other nations.
It all started in the United States following the Civil War. The military leadership, especially on the Union side, was bitterly disappointed in the marksmanship of both conscripts and volunteers. Two former Union officers, Col. William C. Church and Gen. George Wingate, set out to improve that situation by popularizing shooting as a sport across the country. The complete story is well told in an American Rifleman article by Roy Marcot. Their efforts resulted in the formation of an organization that we now know as the National Rifle Association
In November of 1871, the National Rifle Association was granted a charter by the State of New York. Another former Union general, Ambrose Burnside, was named as its first president. The Charter’s purpose was to “promote and encourage rifle shooting on a scientific basis”, and as will be seen in this article, no stone was left unturned to achieve that goal.
One of the organization’s first tasks was to find a place to shoot. A search for a site near New York City resulted in the purchase, with the help of the State, of a 70-acre tract of land on the north shore of Long Island. The area, known as Creed’s Farm, was located alongside the tracks of the Long Island Rail Road, making future access very convenient. As the site was developed, it was renamed “Creedmoor”, probably based on the moor-like appearance of the terrain. By 1873, the site was fully developed with firing points set at 200, 400, 500, 600, 800, 900, and 1,000 yards. The official opening date was April 25, 1873.
Sporting events and venues like baseball, which were shortly to become and remain popular, were in their infancy at the time. The media of the day extolled the accomplishments of prominent shooters, much as they do today’s sports heroes. The railroad erected a new station at Creedmoor, and long-range target shooting became a major spectator sport. The clothing of the day involved shirt fronts, collars, cravats, tall hats, and spats, even for laborers. Shooting attire was especially elegant, and the spectators togged out as if they were heading for the opera.
In the beginning days, competition at Creedmoor was principally between units of the National Guard and Army regulars — their first formal match was held in October of 1873.
Challenges
On the other side of the Atlantic, the English had been involved in serious competitive long-range shooting since the early 1860s. Irish and British shooters had battled one another for years at Wimbledon, with the English usually emerging victorious. In 1873, however, the Irish finally beat the British and were feeling invincible. Word had leaked out that the Americans were getting into competitive long-range shooting. Nothing could be more natural than that they issue a challenge to their American counterparts. In 1874, that challenge was sent to the American team through a letter published in the New York Herald for a match to be held on their own home turf at Creedmoor. The challenge was accepted, and the Irish boarded a ship for New York. The Irish chose to use their cherished muzzle-loading Rigby Rifles, the Americans, their breech-loading Remingtons or Sharps rifles.
In the spirit of brotherhood, the Irish captain, Arthur Leech, procured and offered a beautifully crafted tankard to be awarded to the winner of the match.
On a sweltering day in September 1874, the two teams began a day-long course of firing, which involved each of the five team members on each side firing 40 rounds each at targets 800 and 1,000 yards distant. When the smoke cleared, the Americans had upset the highly favored Irish by a slim margin — 934 to 931 (out of a possible 1,000). The resulting publicity ignited a nationalistic flame, and suddenly, long-range target shooting became a country-wide mania.
The next year, a repeat match, answering another challenge from the Irish, resulted in another American win. Most Irish teams, after the match, placed orders for the American breech loaders before returning to Ireland.
A year later, in 1876, in celebration of the Centennial of the United States, the National Rifle Association issued a challenge to riflemen of the world to come to Creedmoor to compete for the Centennial Trophy, commissioned from Tiffany. The trophy was seven and a half feet tall and patterned after a Roman standard. It bore a panel with a wreath, an eagle, and fasces. The word “PALMA” was prominently displayed, along with the phrase “In the name of Riflemen of the World” within the panel. Nine plaques were suspended from a chain stretching from corner to corner, bearing dates 1876 to 1884, intended to be engraved with the names of winners from the current and subsequent matches.
The format of the match had changed to require each shooter to fire 15 rounds at each of 800, 900, and 1,000-yard targets on each of two successive days. Teams arrived from Australia, Canada, England, Scotland, and Ireland. After fierce competition, the Americans emerged as the winners for the third time. Each member of the winning team was presented with a miniature of the Centennial trophy rendered in silver and gold. The whereabouts of the original trophy itself are not known. However, the Palma matches, as they became known, continue in modified form to this day.
Harper’s Weekly reports that in 1877, a crowd of more than 10,000 turned out to watch the Americans beat the opposition for a fourth time. By this time, the superiority of the breech-loader was clearly established, and rifle manufacturers besides Sharps and Remington were competing for the market. Subsequent matches between the Americans and British resulted in a mixture of outcomes. The matches continued throughout the 1880s, but by the 1890s, interest had waned, and the property was deeded back to the state, which subsequently constructed a facility called Creedmoor Mental Hospital that survives to this day. The NRA range was transferred to Sea Girt, New Jersey.
The Guns
The guns themselves represented the highest level of quality possible at the time. The makers all knew that their reputations were closely tied to the performance of their products.
In the beginning ,the market was pretty much controlled by Sharps and Remington. Both manufacturers produced arms that any shooter would be proud to own and prize.
The rules for gun design were simple:
The minimum weight, unloaded, was 10 pounds
Sights were to be metallic, no telescopes or glass permitted
Trigger pull must be at least 3 pounds; no set triggers permitted
Shotgun-style butt plates. Figure 10 – Another panoramic view of the shooting grounds
No artificial rests
These simple rules resulted in designs with long (32 to 36 inch) barrels; calibers were .44 or .45 for the 1000-yard competition, .40 caliber for mid-range shooting. The front sights were windage-adjustable and usually equipped with spirit levels. The rear sights were tall peep-sights usually set up for positioning on either the tang or extreme end of the butt stock. As the shooting sport gained in popularity, other makers joined in — Wesson, Maynard, Ballard, Providence Tool Company, and even the National Armory at Springfield all made Creedmoor-style rifles.
Curiously, Winchester chose not to compete. In fact, they actually issued a statement designed to belittle the entire activity. The following is from their 1875 catalog:
“The legitimate object of the Creedmoor Range and that for which it received its charter and liberal aid from the State of New York was to perfect the soldier in the use of his weapon, and is of great national importance; but is there not a danger of its being prostituted to a smaller use, by getting into the control of a few wealthy gun manufacturers, to be used as a machine for advertising their wares?”
Scientific Rifle Shooting
Every aspect of rifle shooting was subjected to the most extreme scrutiny. Each element was dissected, and the most introspective technology was applied:
The barrels of breech-loaders and muzzle-loaders alike were cleaned and dried between shots. In fact, the ease with which breech-loaders could be cleaned was a significant advantage compared to swabbing a muzzle-loader
The sights were as precise and elaborate as manufacturing technology could make them. They were a marvel of machining excellence and were built like today’s micrometers with precise Vernier adjustments and locking devices. Front sights usually contained liquid leveling devices so the rifles could be held in perfect vertical alignment.
Bullets were made in smooth-sided molds and weighed to assure identical lead content. Paper patches were wrapped around the bullets to avoid scars from the rifling grooves after they left the muzzle, which might affect accuracy. They were often loaded using an insertion tool, separate from the cartridge casing that held a carefully weighed powder charge covered by a wax disc. The gunpowder itself was tested for strength before each contest.
The main ingredients, the men themselves, were subjected to a training regimen that would put today’s professional athletes to shame. Restrictions on food, drink, sexual activity, mode of dress, conduct, and other everyday aspects were codified and enforced. Personality profiles were considered. Selection of men who “talked but little and were serious of purpose” was preferred.
During practice and in matches, every shot was recorded and documented along with wind conditions, weather notations, and other data for post-match analytics.
As shooting progressed, the time intervals between shots were spaced and timed to let barrel temperatures stabilize from shot to shot.
In spite of Winchester’s disparaging remarks and in spite of the fact that the concept ran out of gas in the 1890s, the Creedmoor Matches occupy a special place in American arms lore. The legacy of scientific shooting had its birth during those years.
Further Reading
Gildersleeve, Judge H.A., Rifles And Marksmanship, New York, 1878
Grant, James J., More Single Shot Rifles, Gun Room Press, Highland Park, NJ, 1959
Leech, Arthur B., Irish Riflemen In America, London, 1875
Laidley, Col. T.T.S., A Course Of Instruction In Rifle Firing, Phila, 1879
Marcot, Roy M., Creedmoor And The Remington Rolling Block, American Rifleman Magazine, October 2001
Wingate, Gen. George W. Manual Rifle Practice, New York, 1872
If you wanted to collect only one caliber, the 30-06 Springfield would probably offer the biggest challenge. Having been continuously produced for 110 years and in at least 50 countries, the opportunities are boundless. Case types and materials, headstamps, bullet types, tip colors, blanks, dummies, souvenir items, special purpose rounds, experimentals — you could go on forever. But isn’t that what collecting is all about?
Fortunately, there are some good books to provide a roadmap. Years ago, the late Gerry Marcello produced two publications; the first one was just a pamphlet, really. Later came a bound book. Both were entitled 30 06’s We Have Seen. In them, he compiled listings of every permutation of headstamp, purpose, and bullet type and feature that he and his correspondents could verify. It presented a daunting checklist for the collector.
Next came the two volumes by Bill Woodin, Gene Scranton, and Frank Hackley, History of Modern U.S. Military Small Arms Ammunition, Volumes I and II, both of which had substantial coverage of the 30-06. And finally, Chris Punnett’s book entitled simply 30-06. The following illustrations will provide a taste of the scope and challenge of this specialty.





")
")
")
")
")
")
")
")
")

")


")
")
")
")
")
")
")
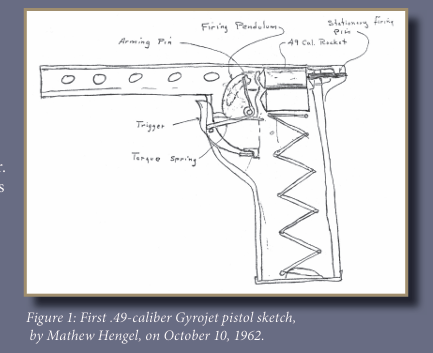
")
")
")
")
")
")
")
")
")

")
")
")
")
")
")
")
")

")
